

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Сварочный электрод ESR 11 пригоден для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Прост в применении для сварки в любой позиции, включая сварку сверху вниз. Хорошо подходит для точечной сварки благодаря мягкой и ровной дуге, легкому воспламенению, а также способности к повторному воспламенению. Сварка может выполняться как при переменном, так и при постоянном токе. Смешиваясь с основным металлом, дает ровный и слегка вогнутый сварочный шов без дефектов пореза и прожега. Шлак отходит самостоятельно.







| EN | DIN |
| S185 - S355 | St 33 - St 52-3 |
| P235GH, P265GH | H I, H II |
| P295GH | 17Mn4 |
| P235 - P355 | St 37.4 - St 52.4 |
| P235 - P265 | St 35.8 - St 45.8 |
| L210 - L360 | StE 210.7(TM) - StE 360.7(TM) |
| S(P)275 - S(P)355 | StE 285 - StE 355 |
| - | StE 255 |
| - | GS 38, GS 52 |
| GP240R | GS 45 |
| - | A,B |
Стандарты
| AWS/ASME SFA-5.1 | E 6013 |
| EN ISO 2560 - A | E 38 0 RC 11 |
| TS EN ISO 2560 - A | E 38 0 RC 11 |
Химический анализ (%)
| C | Si | Mn |
| 0,08 | 0,45 | 0.60 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| 0° | |||||
| AW | 480 | 530 | 27 | 55 | |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Длина (mm) | Штук / Пачка | Весь/Пачка (кг) | Пачка/Блок | Весь/Блок (кг) | Сварочный ток (А) | Полярность |
| 1111005M15 | 2.00 | 300 | 427 | 5.00 | 3 | 14.99 | 40 - 60 |
=-~ |
| 1111010M15 | 2.50 | 350 | 270 | 5.00 | 3 | 14.99 | 55 - 85 | |
| 1111016M15 | 3.25 | 350 | 167 | 5.01 | 3 |
15.03 |
90 - 140 | |
| 1111020M15 | 4.00 | 350 | 109 | 5.00 | 3 | 15.01 | 130 - 180 | |
| 1111028M15 | 5.00 |
350 |
73 | 4.99 | 3 | 14.98 | 180 - 230 | |
| 1111032W05 | 5.00 | 450 | 74 | 6.51 | 3 | 19.54 | 180 - 230 |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. При необходимости осуществите повторную сушку в течение 1 часа при 110°С. Как правило не требуется

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Е3 - долговечные вольфрамовые электроды для TIG-сварки будущего.
Электроды с добавками оксидов редкоземельных элементов (смесь окислов). В сравнении с торированными электродами, данные электроды гораздо менее вредны для окружающей среды и не радиоактивны. Неторированные, нерадиоактивные электроды применимы во всем диапазоне мощностей постоянного тока (DC) и переменного тока сварки (АС) нелегированной и высоколегированных сталей, сплавов алюминия, титана, никеля, меди и магния. Благодаря своим отличным свойствам поджига, они идеально подходят для автоматизированных процессов. Благодаря низкой температуре электродов увеличивается токовая нагрузка и срок службы по сравнению с торированными электродами.
Цветная маркировка: E3 = фиолетовый
Преимущества:
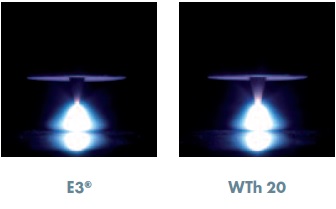
1. Пик электрода отстается холодным.
2. Наилучший поджиг и повторный поджиг.
3. Высокая стабильность дуги.
4. Низкие потери при выгорании.
5. Высокая токовая нагрузка.
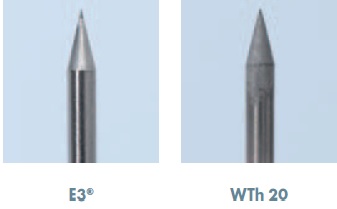
6. Малая деформация пика электрода.
7. Универсальны в применении.
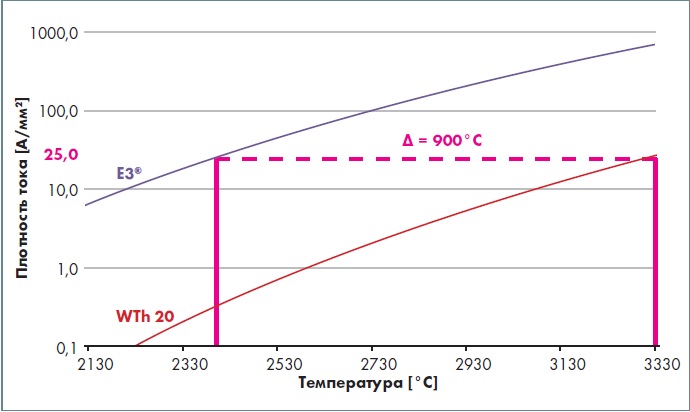
При одинаковой плотности тока, электроды E3 остаются приблизительно на 900°С холоднее, чем электроды WT и, тпаким образом, имеют гораздо более высокую нагрузочную способность.Тепловая нагрузка пиков электродов E3 заметно ниже, чем у электродов WT 20. Таким образом, потери при выгорании электродов Е3 ниже и срок службы дольше.
Электроды Е3 после 150 поджигов имеют гораздо более низкий износ пика электрода, чем электроды WT 20. Электроды Е3, в отличие от электродов WT 20, после длительных периодов работы обеспечивают быстрый и надежный поджиг.
| Продукт | Код заказа |
| 1,0 мм | 700.0304.10 |
| 1,6 мм | 700.0306.10 |
| 2,0 мм | 700.0307.10 |
| 2,4 мм | 700.0308.10 |
| 3,0 мм | 700.0309.10 |
| 3,2 мм | 700.0310.10 |
| 4,0 мм | 700.0311.10 |

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Артикул: 515.0021
Применяются для воздушно-дуговой поверхностной резки металлов, строжки, при устранении дефектов литья, обработки кромок под сварку, прошивки изделий из углеродистых, низколегированных и легированных сталей. Воздушно-дуговая строжка угольными электродами может производиться с помощью строгачей. Для электрода 4 х 305 мм применяется горелка для строжки "ChangZheng" JG-3 или "Abicor Binzel" K10.
Диаметр: 4 мм.
Длина: 305 мм.
Ток: 250 А.
1 упаковка = 50 штук.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Общее описание:
Пространственные положения:
Механические свойства металла наплавления:
| Состояние | Предел текучести (МПа) | Предел прочности (МПа) | Относительное удлинение (%) | Ударная вязкость (Дж) | |
| -40°С | |||||
| Требования: AWS А5.15 | ПС | 262-414 | 276-448 | 3-6 | 135-218 |
| ISO 1071 | 200 | 250 | 3 | ||
| Средние значения | 270 | 445 | 8 | 175 |
Химический состав проволоки: (%)
| C | Fe | Ni |
| 0,7 | 2,0 | 97 |
Виды упаковки:
| Диаметр (мм) | 2,5 | 3,2 | 4,0 | |
| Длина (мм) | 300 | 350 | 400 | |
| Тубус PE | Штук в единице | 146 | 76 | 44 |
| Вес нетто/ед (кг) | 2,5 | 2,5 | 2,5 | |
| Тубус Linc | Штук в единице | 58 | 30 | 18 |
| Вес нетто/ед (кг) | 1,0 | 1,0 | 1,0 |
Свариваемые материалы:
| Марки стали | DIN 1691 | DIN 1692 | DIN 1693 |
| Для сварки и ремонта | |||
| GG 10 | GTS-35-10 | G GG-40 | |
| GG 15 | GTS-45-06 | G GG-50 | |
| GG 20 | GTS-55-4 | G GG-60 | |
| GG 25 | GTW-35-04 | ||
| GG 30 | GTW-40-05 | ||
| GG 35 | GTW-45-07 | ||
| GTW-S-38-12 | |||
Данные по расходу:
| Размеры (мм) | Ток (А) | Время горения | Тепловложение | Производительность наплавки | Вес/1000 шт (кг) | Шт. электродов на кг напл. металла | Кг электродов напл. металла 1/N |
| - на электрод при максимальном токе- | |||||||
| (c) | E (кДж) | Н (кг/ч) | |||||
| 2,5 х 300 | 50-100 | 176 | 268 | 0,24 | 19,1 | 84 | 1,61 |
| 3,2 х 350 | 70-130 | 145 | 303 | 0,48 | 32,6 | 52 | 1,52 |
| 4,0 х 400 | 90-150 | 262 | 647 | 0,55 | 56,7 | 25 |
1,41 |
Рекомендуемые режимы сварки:
| Пространственные положения сварки | |||||
| Диаметр (мм) | PA/1G | PB/2F | PC/2G |
PF/3G |
PE/4G |
| 2,5 | 70А | 70А | 70А | 70А | 70А |
| 3,2 | 100А | 100А | 100А | 100А | 100А |
| 4,0 | 120А | 120А | 120А | 110А | 110А |
Рекомендации по применению:

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электроды ESR 13M применяется для сварки тонкого листового металла. Пригоден для сварки в любой позиции, кроме сварки сверху вниз. Угловая сварка может выполняться при продвижении путем легкого касания концом электрода рабочей детали. Идеальный сварочный шов, легкое воспламенение дуги и способность к ее повторному воспламенению, бесшумная и сбалансированная дуга, шлак отходит самостоятельно. Может с легкостью применяться для сварки как при переменном, так и постоянном токе.
| EN | DIN |
| S185 - S355 | St 33 - St 37-3 |
| P235 | St 37.4 |
| P235GH, P265GH | H I, H II |
| L210 | StE 210.7 |
| - | GS 38 |
| GP240R | GS 45 |
Стандарты
| AWS/ASME SFA-5.1 | E 6013 |
| EN ISO 2560 - A | E 35 0 R 12 |
| TS EN ISO 2560 - A | E 35 0 R 12 |
Химический анализ (%)
| C | Si | Mn |
| 0,05 | 0,40 | 0.50 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| 20° | |||||
| AW | 470 | 530 | 25 | 60 | |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Длина (mm) | Штук / Пачка | Весь/Пачка (кг) | Пачка/Блок | Весь/Блок (кг) | Сварочный ток (А) | Полярность |
| 1113606M15 | 2.00 | 350 | 400 | 5.00 | 3 | 15.00 | 30 -60 |
=-~ |
| 1113610M15 | 2.50 | 350 | 240 | 4.99 | 3 | 14.98 | 60 - 90 | |
| 1113616M15 | 3.25 | 350 | 160 | 4.99 | 3 |
14.98 |
90 - 120 | |
| 1113624M15 | 4.00 | 450 | 105 | 6.53 | 3 | 19.59 | 120 - 160 | |
| 1113632M15 | 5.00 |
450 |
68 | 6.46 | 3 | 19.38 | 160 - 200 | |
| 1113633M15 | 5.00 | 450 | 53 | 5.04 | 3 | 15.10 | 160 - 200 | |
| 1113638М15 | 6.00 | 450 | 46 | 6.54 | 3 | 19.61 | 200 - 240 |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. При необходимости осуществите повторную сушку в течение 1 часа при 110°С. Как правило не требуется

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электроды с добавкой оксида лантана универсальные и применяются почти во всех областях сварки DC и AC. Главное применение они находят при сварке не-и высоколегированных сталей как и сплавов алюминия, никеля, меди и магнезия. Дальше они используются при микроплазменной сварке. Благодаря хорошим свойствам поджига идеально подходят для автоматической сварки.
| Продукт | Код заказа |
| 1,6 мм | 700.0220 |
| 2,4 мм | 700.0222 |
| 3,2 мм | 700.0223 |

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Артикул: 515.0022
Применяются для воздушно-дуговой поверхностной резки металлов, строжки, при устранении дефектов литья, обработки кромок под сварку, прошивки изделий из углеродистых, низколегированных и легированных сталей. Воздушно-дуговая строжка угольными электродами может производиться с помощью строгачей. Для электрода 5 х 305 мм применяется горелка для строжки "ChangZheng" JG-3 или "Abicor Binzel" К10.
Диаметр: 5 мм.
Длина: 305 мм.
Ток: 300 А.
1 упаковка = 50 шт.
")
Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
При наплавке электродами Weashield ME ширина сварного шва должна быть ограничена 20 мм, так как широкие колебания обычно приводят к увеличению расстояния между трещинами, что может вызвать растрескавание сразу нескольких наплавленных слоев. Для наплавки на кромках, в углах и наплавки в целом рекомендуется использовать узкие валики наплавленного шва. Wearshield ME обычно вызывает усадочные трещины. Исключением является случаи нанесения единственного слоя на тонкий основной материал. При использовании валиков сварного шва обычно получается добиться равномерного расстояния между трещинами около 12-25 мм. Нержавеющая и марганцевая стали не требует предварительного подогрева, однако в случае марганцевой стали необходимо соблюдать температуру перед наложением следующего слоя ( не больше 260°С). Для низколегированных и углеродистых сталей обычно бывает достаточным предварительный подогрев до 200°С, однако это зависит от толщины и состава основного материала. Наплавленный металл не поддается обработке обычными методами, однако ему можно придать нужную форму шлифовкой.
Микроструктура получившегося наплавленного металла зависит от концентрации и состава основного материала. НАплавка углеродистой и низколегированной стали с низким разбавлением позволяет создать микроструктуру, которая представляет собой практически эвтектическую смесь карбидов хрома и аустенита с ограниченными карбидами. Наплавка с высоким разбавлением создает микроструктуру основного аустенита и эвтектической смеси, которая позволяет обеспечить большую ударную вязкость и меньшее сопротивление истиранию.
Электроды Wearshield ME(E) предназначены для наплавки, стойкую к истиранию наплавку с твердостью 55-60 HRc для применения при температуре 600°С.
Пространственные положения:
Механические свойства металла наплавления:
| Средние значения твердости: | |
| 1 слой | 55 HRc |
| 2 слоя | 60 HRc |
| Наплавка на низкоуглеродистую сталь большой толщины | |
Химический состав проволоки: (%)
| C | Cr | Si |
| 3,0 | 33,0 | 1,0 |
Виды упаковки:
| Диаметр (мм) | 3,2 | 4,0 | 5,0 | |
| Длина (мм) | 450 | 450 | 450 | |
| Картонная коробка | Штук в единице | 37 | 23 | 15 |
| Вес нетто/ед (кг) | 2,5 | 2,5 | 2,5 | |
| Тубус Linc | Штук в единице | 58 | 30 | 18 |
| Вес нетто/ед (кг) | 1,0 | 1,0 | 1,0 |
Данные по расходу:
| Размеры (мм) | Ток (А) | Производительность наплавки |
| Н (кг/ч) | ||
| 3,2 х 450 | 100-140 | 1,15 |
| 4,0 х 450 | 130-190 | 1,70 |
| 5,0 х 450 | 160-260 | 2,25 |

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электрод ESB 44 пригоден для сварки подверженных динамическим нагрузкам конструкций, производстве и ремонте сельскохозяйственной техники, техники общего назначения. При смешивании с основным металлом, дает ровный и чистый сварочный шов без дефектов пореза и прожега. Обладает отличной заполняющей способностью. Благодаря двойному покрытию, дуга ровная и интенсивная. По этой причине прост в применении для корневых проходов и позиционной сварки, а также пригоден для сварки при переменном токе. Высокое качество сварочных швов при рентген-контроле.
| EN | DIN |
| S185 - S355 | St 33 - St 52-3 |
| P235GH, P265GH | H I, H II |
| P295GH | 17Mn4 |
| P235 - P355 | St 37.4 - St 52.4 |
| P235 - P265 | St 35.8 - St 45.8 |
| L210 - L360 | StE 210.7(TM) - StE 360.7(TM) |
| - | StE 255 |
| S(P)275 - S(P)355 | StE 285 - StE 355 |
| - | A,B,D,E |
| GP240R | GS 45 |
| - | GS 38, GS 52 |
Стандарты
| AWS/ASME SFA-5.1 | E 7016 - H8 |
| EN ISO 2560 - A | E 38 2 B 12 H10 |
| TS EN ISO 2560 - A | E 38 2 B 12 H10 |
Химический анализ (%)
| C | Si | Mn |
| 0,05 | 0,50 | 0.80 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| -20° | -30° | ||||
| AW | 450 | 550 | 25 | 70 | 55 |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Длина (mm) | Штук / Пачка | Весь/Пачка (кг) | Пачка/Блок | Весь/Блок (кг) | Сварочный ток (А) | Полярность |
| 1123005M15 | 2.00 | 350 | 394 | 5.00 | 3 | 15.01 | 40 -60 |
=+~ |
| 1123010M15 | 2.50 | 350 | 259 | 5.00 | 3 | 15.00 | 680 - 100 | |
| 1123016M15 | 3.25 | 350 | 151 | 5.00 | 3 |
14.99 |
120 - 150 | |
| 1123018M15 | 3.25 | 450 | 154 | 6.32 | 3 | 19.03 | 120 - 150 | |
| 1123024M15 | 4.00 |
450 |
101 | 6.47 | 3 | 19.42 | 150 - 180 | |
| 11123032M15 | 5.00 | 450 | 65 | 6.50 | 3 | 19.50 | 190 - 220 |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Осуществите повторную сушку в течение 2 часов при 350 °С.
3. Может быть высушен макс. 5 раз.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Артикул: 515.0015
Применяются для воздушно-дуговой поверхностной резки металлов, строжки, при устранении дефектов литья, обработки кромок под сварку, прошивки изделий из углеродистых, низколегированных и легированных сталей. Воздушно-дуговая строжка угольными электродами может производиться с помощью строгачей. Для электрода 4 х 305 мм применяется горелка для строжки "ChangZheng" JG-3 или "Abicor Binzel" К10.
Диаметр: 4 мм.
Длина: 305 мм.
Ток: 250 А.
1 упаковка = 50 штук.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электрод для ручной дуговой наплавки изношенных участков и заварки дефектов литья железнодорожных крестовин и других деталей из высокомарганцовистых сталей типа Г13 и Г13Л. Наплавка производится в нижнем положении.
Химический состав наплавленного металла
| C | Mn | Si | Cr | Ni | S | P |
| 0,5-0,8 | 11,0-14,0 | не более 0,8 | 22,0-28,5 | 2,0-3,5 | не более 0,035 | не более 0,040 |
Твердость HRCэ - 25-37
Род тока: Постоянный ток обратной полярности (DC+).
Диаметр и длина электрода, упаковка:
| Диаметр, мм | 3,0 | 4,0 |
| Длина, мм | 350 | 350 |
| Картонная коробка, кг | 4,0 | 4,0 |
| Диаметр / Длина (мм) | Ток (А) | Тип тока |
Коэффициент наплавки, |
Расход электродов на 1 кг |
| 3,0 /350 | 90-120 | DC+ | 10,5 | 1,5 |
| 4,0 /350 | 140-160 | DC+ | 10,5 | 1,5 |
Советы по применению:
Прокалка перед сваркой: 160-200°С в течении 1 часа.
Наплавку производить при минимально возможном разогреве детали.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электрод ESB 48 пригоден для сварки подвергающихся динамическим нагрузкам мостов, крупных стальных конструкций, где требуется высокая прочность: в кораблестроении, сварки трубопроводов, резервуаров, резервуаров под давлением, котлов и машинном производстве. Выработка наплавленного металла - 115%. Смешиваясь с основным металлом, дает ровный и чистый сварочный шов без дефектов пореза снизу и прожега. Хорошая заполняющая способность. Высокое качество сварочных швов при рентген-контроле. Также пригоден для буферных проходов для высокоуглеродистых сталей.
| EN | DIN |
| S185 - S355 | St 33 - St 52-3 |
| P235GH, P265GH | H I, H II |
| P295GH | 17Mn4 |
| P235 - P355 | St 37.4 - St 52.4 |
| P235 | St 35.8 |
| P265 | St 45.8 |
| L210 - L360 | StE 210.7 (TM) - StE 360.7 (TM) |
| S(P)275 - S(P)355 | StE 285 - StE 355 |
| - | StE 255 |
| - | GS 38, GS 45 |
| - | A,B,D,E |
| GP240R | GS 45 |
Стандарты
| AWS/ASME SFA-5.1 | E 7018 - H8 |
| EN ISO 2560 - A | E 42 3 B 42 H10 |
| TS EN ISO 2560 - A | E 42 3 B 42 H10 |
Химический анализ (%)
| C | Si | Mn |
| 0,07 | 0,40 | 1.00 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| -30° | -40° | ||||
| AW | 500 | 570 | 26 | 90 | 80 |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Длина (mm) | Штук / Пачка | Весь/Пачка (кг) | Пачка/Блок | Весь/Блок (кг) | Сварочный ток (А) | Полярность |
| 1124010M15 | 2.50 | 350 | 208 | 4.99 | 3 | 14.98 | 60-90 |
=+ |
| 1124016M15 | 3.25 | 350 | 137 | 4.99 | 3 | 14.96 | 100 -130 | |
| 1124018M15 | 3.25 | 450 | 138 | 6.49 | 3 |
19.46 |
100 - 130 | |
| 1124020M15 | 4.00 | 350 | 91 | 5.01 | 3 | 15.02 | 140 - 180 | |
| 1124024M15 | 4.00 |
450 |
92 | 6.48 | 3 | 19.43 | 140 - 180 | |
| 1124025M15 | 4.00 | 450 | 71 | 5.00 | 3 | 15.00 | 140 - 180 | |
| 1124032M15 | 5.00 | 450 | 60 | 6.54 | 3 | 19.62 | 200 - 250 | |
| 1124033M15 | 5.00 | 450 | 46 | 5.01 | 3 | 15.04 | 200 - 250 |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Осуществите повторную сушку в течение 2 часов при 350 °С.
3. Может быть высушен макс. 5 раз.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Артикул: 515.0017
Применяются для воздушно-дуговой поверхностной резки металлов, строжки, при устранении дефектов литья, обработки кромок под сварку, прошивки изделий из углеродистых, низколегированных и легированных сталей. Воздушно-дуговая строжка угольными электродами может производиться с помощью строгачей. Для электрода 6,5 х 305 мм применяется горелка для строжки "ChangZheng" JG-3 или "Abicor Binzel" К10.
Диаметр: 6,5 мм.
Длина: 305 мм.
Ток: 400 А.
1 упаковка = 50 штук.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Химический состав наплавленного металла,%
| C | Mn | Si | S | P |
| не более 0.10 | 0.4-0.7 | 0.2-0.5 | не более 0.025 | не более 0.025 |
Механические свойства наплавленного металла, не менее
| Предел текучести (МПа) |
Предел прочности (МПа) |
Относит. удлинение (%) |
Ударная вязкость, Дж/см2,KCU |
Работа ударная KV (Дж) |
Температура испытаний (°С) |
| 360 | 450 | 22 |
50 |
35 |
+20 |
| 30 | 20 | -20 |
Виды упаковоки
| диаметр(мм) | 2.5 | 3.0 | 4.0 | 5.0 |
| длина(мм) | 350 | 350 | 450 | 450 |
| Картонная коробка,вес (кг) | 4 | 5 | 6.5 | 5.5 |
Данные по расходу
|
Диаметр х длина (мм) |
Toк (A) |
Poд тoкa |
Коэффициент наплавки,г/А ч |
Расход электродов на 1 кг наплавленного металла,кг |
| 2.5х350 | 65-90 | AC/DC | 8.5-9.0 |
1.7 |
| 3.0х350 | 100-140 | AC/DC | 8.5-9.0 | 1.7 |
| 4.0х450 | 140-190 | AC/DC | 8.5-9.0 | 1.7 |
| 5.0х50 | 190-240 | AC/DC | 8.5-9.0 | 1.7 |
Оптимальные параметры сварки
| Диаметр (мм) |
PA/1G | PB/2F | PC/2G | Пространственные положения | PE/4G |
PE/5G на подъем |
PG/5G на спуск |
|
| PF/3G на подъем | PG/3G на спуск | |||||||
| 2.5 | 65-90 | 65-90 | 65-80 | 65-80 | 65-90 | 65-80 | 65-80 | 65-80 |
| 3.0 | 100-140 | 100-140 | 100-130 | 90-120 | 100-140 | 90-120 | 90-120 | 90-120 |
| 4.0 | 140-190 | 140-190 | 130-150 | 140-160 | 140-170 | 120-140 | 120-140 | 120-140 |
| 5.0 | 190-240 | 190-240 | --- | --- | --- | --- | --- | --- |
Примечания/Советы по применению
Прокалка перед сваркой: 100-120оС в течение 1 часа.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электрод ESB 52 пригоден для подвергающихся динамическим нагрузкам и требующих высокой прочности тяжелых стальных конструкций, мостов, дамб, в кораблестроении, сварке высокопрочных трубопроводов, тепловых станций, трубопроводы в нефтехимической промышленности, изготовления резервуаров под давлением, резервуаров, котлов. Наплавленный металл содержит водород в очень малом количестве, высокая сопротивляемость старению. Обеспечивает соединения без трещин, с высокой насыщенностью, также пригоден для соединительной сварки сталей и рельсов с содержанием углерода до 0,6%. Удобен для корневых проходов и позиционной сварки. Хорошая заполняющая способность. Высокое качество сварки при рентген-контроле.
| EN | DIN |
| S185 - S355 | St 33 - St 52-3 |
| P295 - P335 - P360 | St 50.2, St 60.2, St 70.2 |
| P235GH, P265GH | H I, H II |
| P295GH, P355GH | 17Mn4, 19Mn5 |
| P235 - P355 | St 37.4 - St 52.4 |
| P235 - P265 | St 35.8 - St 45.8 |
| L210 - L360 | StE 210.7 (TM) - StE 360.7 (TM) |
| S(P)275 - S(P)355 | StE 285 - StE 355 |
| - | StE 255 |
| - | A,B,D,E |
| - | GS 38, GS 52 |
| GP240R | GS 45 |
| A St 35 - A St 52 | TT St 35 Nu.V |
Стандарты
| AWS/ASME SFA-5.1 | E 7018 - 1 - H4R |
| EN ISO 2560 - A | E 42 6 B 42 H5 |
| TS EN ISO 2560 - A | E 42 6 B 42 H5 |
Химический анализ (%)
| C | Si | Mn |
| 0,06 | 0,40 | 1.20 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| -46° | -60° | ||||
| AW | 500 | 580 | 26 | 90 | 70 |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Длина (mm) | Штук / Пачка | Весь/Пачка (кг) | Пачка/Блок | Весь/Блок (кг) | Сварочный ток (А) | Полярность |
| 1127010M15 | 2.50 | 350 | 223 | 5.00 | 3 | 14.99 | 60 - 90 |
=+ |
| 1127016M15 | 3.25 | 350 | 139 | 5.00 | 3 | 15.01 | 90 - 140 | |
| 1127018M15 | 3.25 | 450 | 146 | 6.48 | 3 |
19.45 |
90 - 140 | |
| 1127020M15 | 4.00 | 350 | 94 | 5.00 | 3 | 15.00 | 140 - 180 | |
| 1127024M15 | 4.00 |
450 |
95 | 6.50 | 3 | 19.49 | 140 - 180 | |
| 1127025M15 | 4.00 | 450 | 73 | 4.99 | 3 | 14.98 | 140 - 180 | |
| 1127032W15 | 5.00 | 450 | 61 | 6.47 | 3 | 19.40 | 180 - 240 | |
| 1127038W15 | 6.00 | 450 | 41 | 6.48 | 3 | 19.34 | 260 - 340 |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Осуществите повторную сушку в течение 2 часов при 350 °С.
3. Может быть высушен макс. 5 раз.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Артикул: 515.0022
Применяются для воздушно-дуговой поверхностной резки металлов, строжки, при устранении дефектов литья, обработки кромок под сварку, прошивки изделий из углеродистых, низколегированных и легированных сталей. Воздушно-дуговая строжка угольными электродами может производиться с помощью строгачей. Для электрода 8 х 305 мм применяется горелка для строжки "ChangZheng" JG-3 или "Abicor Binzel" К10.
Диаметр: 8 мм.
Длина: 305 мм.
Ток: 500 А.
1 упаковка = 50 штук.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электрод с основным видом покрытия для сварки углеродистых и низколегированных конструкционных сталей с пределом прочности 540 МПа. Сварка во всех пространственных положениях, кроме сверху-вниз.Стабильное горение дуги и легкое отделение шлака. Высокие сварочные-технологические свойства при сварке корня шва, обеспечивающие хорошее проплавление и качественное формирование обратного валика.Сварка корня шва труб с классом прочности до К60 (588 МПа-нормативный предел прочности). Содержание диффузионного водорода в металле шва менее 5 мл/100гр.
Химический состав наплавленного металла(%)
| C | Mn | Si | P | S |
Содержание диффуз. Водорода |
| 0.06 | 1.2 | 0.4 | 0.015 | 0.010 | 4мл/100гр. |
Механические свойства наплавленного металла.
| Состояние | Предел текучести (МПа) | Предел прочности (МПа) |
Отн. удлинение(%) |
Ударная вязк.по Шарпи(Дж) |
||
| -20оС | -29о/-30оС | |||||
|
требования:AWS A5.1 |
мин. 400 |
мин. 490 |
мин. 22 |
27 | ||
| ISO2560-A | мин. 420 | 500-640 | мин. 20 | мин. 47 | ||
| типичные значения | ПС | 510 | 560 | 28 | 100 | 80 |
Типы упаковки.
| Диаметр(мм) | 2.5 | 3.2 |
| Длина(мм) | 350 | 350 |
| Картонная упаковка,вес(кг) | 4.7 | 4.5 |
Свариваемые материалы.
| Марка стали | Тип |
| Конструкционная сталь | Cmo,Cm2cn,Cm3cn,Cm4kn и др. |
| Судостроительная сталь | Сорта A,B,D, от AH32 до EH40 |
| Трубная сталь |
До K54(вкл.),корень шва-до K60 X42, X46, X52, X60, по APL 5L |
| Сталь для бойлеров и сосудов высого давления | 18K, 20K, 16ГС, 10Г2С и др. |
| Ответственные конструкции | 17Г1С, 09ГС, 10ХСНД, 10 Г2С1 и др |
Данные по расходу
| Размер диаметр х длина (мм) |
Ток (A) |
Poд тока |
Время оплавления | Энергия | Вылет электрода | вес/1000шт.(кг) | Расход электродов на кг наплавленного металла,В | Кг электродов на гк наплавленного метала 1/N |
| -на электрод при максимальном токе- | ||||||||
| (с) | E(кдж) | Н(кг/ч) | ||||||
| 2.5х350 | 50-80 | DC+ | 59 | 100.6 | 0.71 | 18.5 | 86 | 1.59 |
| 3.2х350 | 60-120 | DC+ | 68 | 179.9 | 1.02 | 30.3 | 52 | 1.57 |
Оптимальные параметры сварки
| Диаметр (мм) |
PA/1G | PB/2F | Пространственные положения | PE/4G | PH/5G на подъем | |
| PC/2G | PF/3G на подъем | |||||
| 2.5 | 85А | 85А | 85А | 75А | 85А | 75А |
| 3.2 | 120А | 115А | 115А | 115А | 115А | 115А |

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электрод EM 180 разработан для сварки мелкозернистых и высокопрочных конструкционных сталей. Наиболее часто используется для соединения материалов с прочностью на разрыв до 850 Н/мм2. Используется при производстве рычагов подъемных кранов и рабочей техники, изготовленных из таких материалов как S 690, WELDOX 700 и проч. Для позиционной сварки особенно рекомендуются электроды диаметром 2.50 мм и 3.25 мм. Высокая устойчивость к трещинам и высокое качество сварочных швов при рентген-контроле.
| EN | DIN |
| S 690 | StE 690 |
| - | EStE 620, EStE 690 |
Стандарты
| AWS/ASME SFA-5.5 | E 11018 - G H 4 |
| EN ISO 18275 - A | E 69 6 Mn2NiCrMo B 42 H5 |
| TS EN ISO 18275 - A | E 69 6 Mn2NiCrMo B 42 H5 |
Химический анализ (%)
| C | Si | Mn | Mo | Ni | Cr |
| 0,06 | 0,35 | 1.60 | 0.40 | 2.30 | 0.40 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| -60° | |||||
| AW | 700 | 850 | 18 | 50 | |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Длина (mm) | Штук / Пачка | Весь/Пачка (кг) | Пачка/Блок | Весь/Блок (кг) | Сварочный ток (А) | Полярность |
| 1153310M15 | 2.50 | 350 | 259 | 5.00 | 3 | 15.00 | 60 - 90 |
=+ |
| 1153316M15 | 3.25 | 350 | 148 | 5.02 | 3 | 15.05 | 100 - 140 | |
| 1153324M15 | 4.00 | 450 | 97 | 6.50 | 3 |
19.50 |
150 - 180 | |
| 1153332M15 | 5.00 | 450 | 65 | 6.57 | 3 | 19.71 | 180 - 240 |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Осуществите повторную сушку в течение 2 часов при 350 °С.
3. Может быть высушен макс. 5 раз.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Артикул: 515.0019
Применяются для воздушно-дуговой поверхностной резки металлов, строжки, при устранении дефектов литья, обработки кромок под сварку, прошивки изделий из углеродистых, низколегированных и легированных сталей. Воздушно-дуговая строжка угольными электродами может производиться с помощью строгачей. Для электрода 9,5 х 305 мм применяется горелка для строжки "ChangZheng" JG-3 или "Abicor Binzel" К12.
Диаметр: 9,5 мм.
Длина: 305 мм.
Ток: 600 А.
1 упаковка = 50 штук.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Электрод с основным видом покрытия для сварки углеродистых и низколегированных конструкционных сталей с пределом прочности до 540 МПа. Высокие показатели ударной вязкости металла шва при температуре -40оС. Отличные сварочно-технологические свойства при выполнении как заполняющих и облицовочных слоев, так и корня шва. Сварка во всех пространственных положениях, кроме сверху-вниз.Содержание диффузионного водорода в металле шва менее 5мл/100г.
Используется для сварки кольцевых швов неповортных стыков нефте-газопроводов различных условий прокладки из труб с классом прочности до К54 (включительно). Отлично зарекомендовал себя при сварке корня шва труб классом прочности до К60.
Химический состав наплавленного металла%
| C | Mn | Si | P | S | HDM |
| 0.06 | 1.3 | 0.4 | 0.018 | 0.010 | мл./100гр. |
Механические свойства наплавленного металлла.
| Состояние |
Предел текучести(МПа) |
Предел прочности(МПа) |
Отн. Удлинение(%) |
Ударная вязкость по Шарпи,Дж | |||
| -20оС | -46оС | -50оС | |||||
| Требования:AWS A5.1 | мин. 400 | мин. 490 | мин. 22 | мин. 27 | |||
| ISO 2560-A | мин. 420 | 500-640 | мин. 20 | мин. 47 | |||
| Типичные значения | ПС | 520 | 575 | 28 | 140 | 130 | 100 |
Типы упаковки
| Диаметр(мм) | 2.5 | 3.0 | 4.0 | |
| Длина(мм) | 350 | 350 | 450 | |
| Картонная упаковка | Вес неттo/ед.(кг) | 4.7 | 4.5 | 5.6 |
Свариваемые материалы
| Марка стали | Тип |
| Конструкционная сталь | Сm0,Cm2cn,Cm3cn,Cm4kn и др. |
| Судостроительная листовая сталь | Сорта A,B,C om AH32 дo EH40 |
| Трубная сталь |
До K54(вкл.),корень шва-дo K60 X42, X46, X52, X60 по APL-5L |
| Сталь для бойлеров и сосудов высокого давления | 18K, 20K, 16ГС,10Г2С и др. |
| Ответственные конструкции | 17Г1С,09Г2С,10ХСНД,10Г2С1 и др. |
Данные по расходу
| Размер диаметр х длина (мм) | Ток (А) |
Время оплавления | Энергия | Вылет электрода | Вес/1000шт(кг) | Расход электродов на кг наплавленного металла,В | Кг электродов на кг наплавленного металла 1/N |
| -на электрод при максимальном токе- | |||||||
| 2.5х350 | 40-80 | 53 | 123 | 0.8 | 19.6 | 86 | 1.68 |
| 3.2х350 | 70-120 | 62 | 178 | 1.0 | 30.8 | 57 | 1.74 |
| 4.0х350 | 100-160 | ||||||
Оптимальные параметры сварки
| Диаметр (мм) |
PA/1G | PC/2G | Пространственные положения | ||
| PF/3G на подъем | PE/4G | PH/5G на подъем | |||
| 2.5 | 75А | 70А | 75А | 70А | 75А |
| 3.2 | 100А | 110А | 100А | 100А | 100А |
| 4.0 | 150А | 140А | 130А | 125А | 125А |
После извлечения из упаковки электроды нужно прокалить в течение 2-4ч. при 350 ±25оС







")














