Электрод EutecTrode 2-44 для холодной сварки чугуна

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Описание
Сварочный электрод Castolin EutecTrode 2-44 d. 2,5 мм (уп. 10 шт) - артикул 2442510R
Сварочный электрод Castolin EutecTrode 2-44 d. 3,2 мм/2,5 кг (уп. 5 шт) - артикул 2443205R
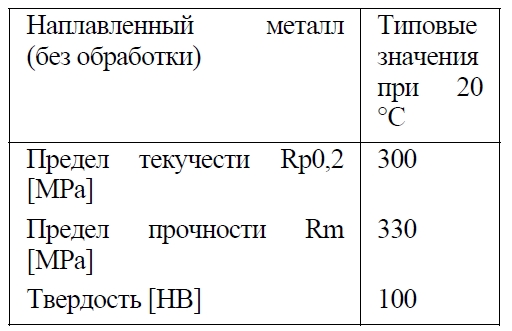
Покрытый электрод на основе никеля с большим содержанием графита в обмазке для холодной сварки чугунов. Отличная трещиностойкость. Хорошая дегазация и без порообразования. Стабильная сварочная дуга. Легко удаляемые шлаки. Можно обрабатывать механически. Можно наносить гальванические покрытия с никелем, хромом и т.д.
Особенности и преимущества:
- Низкое тепловложение при сварке чугуна;
- Стабильная интенсивная дуга без сильного разбрызгивания;
- Контролируемая сварочная ванна, отличное перемешивание;
- Легко сваривается;
- Плотный без дефектов сварочный шов;
- Легкоудаляемый шлак.
Применение
Для разнородной соединительной сварки и наплавки (холодная сварка чугунов) чугунов таких как ковкий чугун, чугун с пластинчатым и/или сферическим графитом, а также для ремонта литых изделий с масляной пропиткой.
Типичные примеры использования:
Блоки и головки цилиндров, масляные и водные насосы, масляные ванны, корпуса задвижек и редукторов, шайбы эксцентриков, основания ткацких станков, ударно-спусковые механизмы, направляющие ролики, поршни, цилиндры и поверхности скольжения.
Указания по обработке
Удалить потрескавшийся или иначе поврежденный материал, а дефекты литья. Трещину разделать электродами для строжки и засверлить ее концы. Зону сварки очистить. В общем случае сваривать без предварительного подогрева холодным способом (до 100 °С) короткими швами.
Сварку производить узкими валиками длиной 1 – 3см с последующей проковкой.
Положения при сварке: все, кроме PG (f)
Ток сварки: = (-) или ~
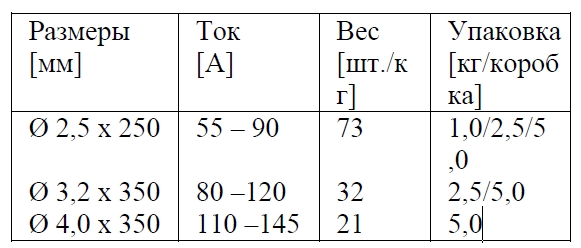
Другие диаметры по запросу.
Технические характеристики
DIN EN ISO 1071: E C Ni - Cl 1
DIN 8573: E Ni - BG 12
AWS A5.15: ENi-Cl