

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
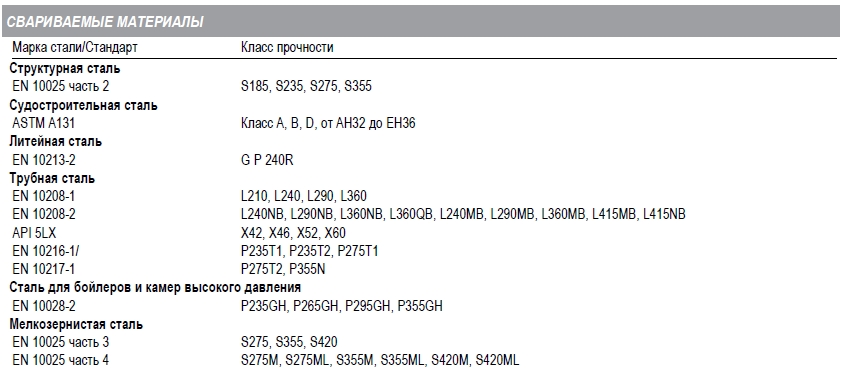
Сварочная проволока, используется для сварки в газовой среде (MIG/MAG) общих конструкционных сталей, трубных сталей и литых сталей. В зависимости от толщины основного металла в качестве защитного газа могут использоваться CO2 (углекислый газ) или смеси газов. В основном, применяется для кораблестроения и стальных конструкций, производства станков, резервуаров, котлов, металлических изделий и автомобильной промышленности. В зависимости от толщины свариваемого материала и эквивалента углерода рекомендуется предварительный нагрев. Тонкое и однородное медное покрытие увеличивает электропроводимость и устойчивость проволоки к коррозии.
Пруток для сварки неплавящимся электродом (TIG): TG 2







| EN | DIN |
| S185 | St33 |
| S235 - S355 | St 37.0 - St 52.0 |
| S235 - S355 | St37.2 - St 52.3 |
| P235 - P355 | St 37.4 - St 52.4 |
| P235 | St 35.8 |
| P265 | St 45.8 |
| P235GH, P265GH | H I, H II |
| P295GH, P355GH | 17 Mn4, 19 Mn5 |
| P295, P355 | St 50, St 60 |
| L210 - L360 | StE 210.7 (TM) - StE 360.7 (TM) |
| - | StE 255 - StE 380 |
| S(P)275 - S(P)355 | StE 285 - StE 355 |
| - | GS - 38, GS - 52 |
| GP240R | GS - 45 |
| - | A, B, D, E |
Стандарты
| AWS/ASME SFA-5.18 | ER 70 S -6 |
| EN ISO 14341 - A | G 42 4 M21 G 3Si1 |
| EN ISO 14341 - A | G 42 3 C1 G 3Si1 |
| TS EN ISO 14341 - A | G 42 4 M21 G 3Si1 |
| TS EN ISO 14341 - A | G 42 3 C1 G 3Si1 |
| DIN 8559 | SG 2 CY 42 43 |
| TS 5618 | SG 2 CY 42 43 |
| DIN M.No | 1.5125 |
Химический анализ (%)
| C | Si | Mn |
| 0,08 | 0,80 | 1,45 |
Типичные характеристики наплавл. металла
| Термообработка | Потребление газа | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| - 40° | - 30° | |||||
| AW | М21 | 430 | 530 | 28 | 55 | - |
| AW | С1 | 460 | 530 | 29 | - | 50 |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Весь/Пачка | Тип катушки | Потребление газа |
Рекомендуемые защитные газы (EN ISO 14175) |
| 2100200M15 | 0,60 | 12 | К 300 MS |
0,60 mm: 6 Лт/мин |
C1 (% 100 СО2) M20 (Ar+%5-15 СО2) M21 (Ar+%15-25 СО2) M24 (Ar+%5-15 СО2+%0,5-3 О2) M26 (Ar+%15-25 СО2+%0,5-3 О2) |
| 2100201M15 | 0,80 | 15 | К 300 MS | ||
| 2100202M15 | 0,90 | 15 | К 300 MS | ||
| 2100203M15 | 1,00 | 15 | К 300 MS | ||
| 2100205M15 | 1,20 | 15 | К 300 MS | ||
| 2100207M15 | 1,40 | 15 | К 300 MS | ||
| 2100208M15 | 1,60 | 15 | К 300 MS | ||
| 2100209M15 | 1,80 | 15 | К 300 MS |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Не подвергать высоким статическим нагрузкам и ударам.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Сплошная проволока для сварки под флюсом, используется для сварки сталей со средней и высокой прочностью на растяжение. Применяется в производстве резервуаров под давлением, котлов, трубопроводов, судов и стальных конструкций. Кроме того, выполняется наплавка с использованием флюсов SHF 325, SHF 335 и SHF 345. Медное покрытие увеличивает электропроводность и устойчивость к коррозии.
Стандарты
| AWS/ASME SFA-5.17 | EM 12 |
| EN 14171 - A | S2 |
| TS EN ISO 14171 - A | S2 |
| EN 756 | S2 |
| DIN 8557 | S2 |
Химический анализ (%)
| C | Si | Mn |
| 0,08 | 0,05 | 1,00 |
Химический анализ (%)
| Сварки под флюсом | С | Si | Mn |
| SF 104 | 0,05 | 0,35 | 1,15 |
| SF 114 | 0,04 | 1,00 | 1,75 |
| SF 174 | 0,04 | 0,60 | 1,80 |
| SF 204 | 0,04 | 0,40 | 1,60 |
| SF 304 | 0,05 | 0,25 | 1,25 |
Типичные характеристики наплавл. металла
| Сварки под флюсом | Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|||
| 20°С | 0°С | -20°С | -30°С | |||||
| SF 104 | AW | 450 | 520 | 28 | - | - | 70 | 45 |
| SF 114 | AW | 520 | 620 | 26 | 47 | 35 | - | - |
| SF 174 | AW | 425 | 540 | 30 | - | 65 | 55 | - |
| SF 204 | AW | 420 | 500 | 29 | - | - | 80 | 60 |
| SF 304 | AW | 430 | 520 | 29 | - | - | 110 | - |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Весь/Пачка | Тип катушки | Полярность |
| 4107110М10 | 2.00 | 25 | К 435 |
= +
|
| 4107111М15 | 2.40 | 25 | К 435 | |
| 4107113М15 | 3.00 | 25 | К 435 | |
| 4107114М47 | 3.20 | 25 | К 435 | |
| 4107116М15 | 4.00 | 25 | К 435 |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Не подвергать высоким статическим нагрузкам и ударам.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Ключевые особенности
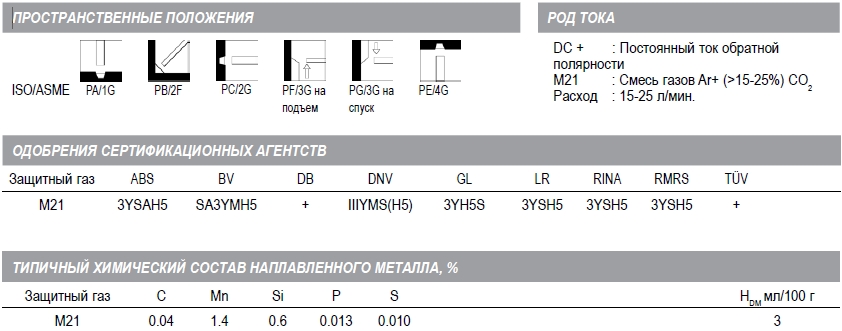
1) Применяется для сварки низкоуглеродистых и низколегированных сталей в углекислом газе и газовой смеси.
2) Обеспечивает образование надежных и аккуратных швов, гарантирует стабильное горение дуги.
3) Рядная намотка на кассетах К-300 и К-415, в мотках прямоугольного сечения МП-100 и упорядоченная крестообразная укладка в большегрузных бухтах Б-500 позволяет добиться стабильности размотки, снизить отходы проволоки и увеличить эксплуатационный срок оборудования. Специализированная упорядоченная послойная укладка проволоки в упаковке «Ариадна» позволяет использовать роботизированные системы сварки и увеличить коэффициент использования сварочного оборудования за счёт уменьшения времени простоя из-за смены кассет.
Пространственные положения
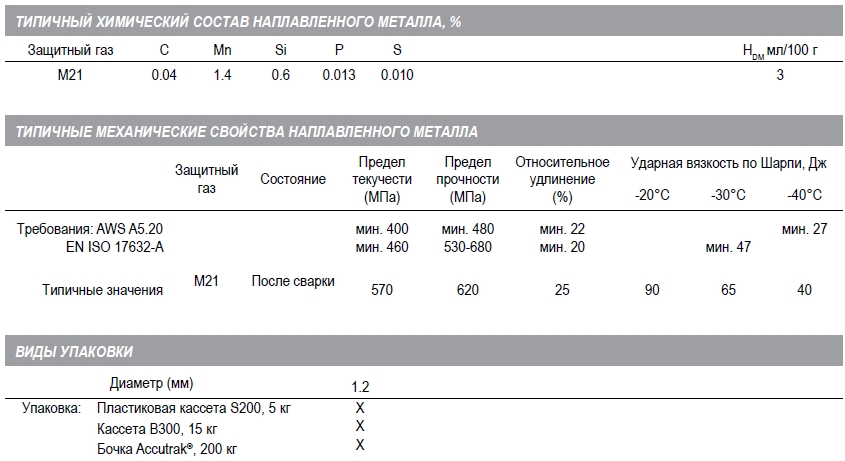
Химический состав проволоки: (%)
| C | Mn | Si | S | P | Mo | Ni | Cr |
| 0,05 - 0,11 | 1,8 - 2,1 | 0,7 - 0,95 | <0,025 | <0,03 | <0,15 | <0,25 | <0,2 |
Механические свойства металла наплавления:
| Временное сопротивление, МПа | Предел текучести (МПа) | Относительное удлинение (%) | Температура испытания, °С | Работа удара KV при испытании на ударный изгиб, при сварке в смеси газов, Дж | |
| >400 | >305 | >22 | 0 | >47 | |
| -20 | >47 | ||||
Виды упаковки:
| Диаметр (мм) | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| D200 | х | х | х | х | х | ||||
| K300 | х | х | х | х | х | х | х | х | х |
| K415 | х | х | х | х | |||||
| МП-100 | х | х | х | х | |||||
| Б-500 | х | х | х | х | |||||
| Бочка "Ариадна" | х | х | х | х | х |
Сертификаты:
УкрСепро, ФС ЭТАН;
РМРС (Ø 0,8 - 1,6 мм - 2YMS (CO2), 3YMS (Ar + CO2);
НАКС (Ø 0.8 мм, 1 мм, 1.2 мм, 1.6 мм, 2мм, 3 мм, 4 мм, 5 мм - ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК; Ø 1.2 мм, 1.6 мм - КСМ)

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
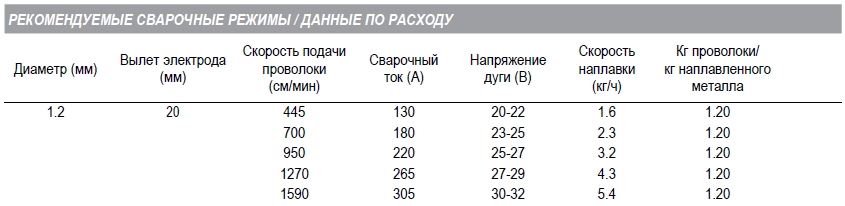
Lincore 60-0 - это самозащитная порошковая трубчатая проволока для сварки открытой дугой, образующая наплавление из первичного карбида. Хотя эта проволока в основном предназначается для работы открытой дугой, ее также можно использовать с нейтральным флюсом в условиях, когда требуется улучшить форму шва, свести к минимуму количество дыма и устранить свечение дуги.
При сварке проволокой Lincore 60-0 нужно использовать узкие валики. Поперечное колебание электрода не рекомендуется, так как широкие колебания обычно способствует увеличению расстояния между усадочными трещинами, что может привести к расслаиванию наплавления. При облицовке аустенитных основ, например, нержавеющей и магниевой стали, предварительный подогрев не требуется, однако в случае марганцевых сплавов необходимо ограничить межслойную температуру до 260°С. В случае низколегированных и высокоуглеродистых сталей для предотвращения образования трещин в зоне термического воздействия может потребоваться предварительный подогрев до 200°С.
Металл наплавления не поддается механической обработке и ковке и легко образует усадочные трещины. Толщина наплавки обычно ограничивается двумя слоями, так как избыточное наплавление может привести к дроблению и фрагментации материала. В случаях, когда требуется больше двух слоев наплавления, рекомендуется создать промежуточные слои с помощью проволоки Lincore 33, Weashield BU30 или RepTec 126. Кроме этого, для предотвращения трещин можно провести предварительный подогрев до 650°С.
Пространственные положения:
Типичный химический состав наплавленного металла %:
| C | Mn | Si | Cr | Al |
| 4,2 | 1,6 | 1,3 | 25,4 | 0,6 |
Типичные механические свойства наплавленного металла:
| Типичное значение твердости | |
| 1 слой | 55-60 HRc |
| 2 слоя | 58-60 HRc |
| Сварка пластин углеродистой стали (12 мм) | |
Виды упаковки:
| Диаметр (мм) | 1,1 | 1,6 | 2,0 | |
| Упаковка: | Катушка 22RR, 11,34 кг | х | х | х |
Рекомендуемые сварочные режимы / Данные по расходу
| Диаметр (мм) | Скорость подачи проволоки (см/мин) | Сварочный ток (А) | Напряжение дуги (В) | Скорость наплавки (кг/ч) |
| 1,1 | 5,1 до 12.7 | 125-210 | 21-27 | 1.9-4.7 |
| 1,6 | 5.1 до 11.4 | 240-350 | 28-33 | 3.4-7.5 |
| 2,0 | 3.2 до 6.4 | 250-400 | 25-32 | 3.4-6.9 |

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Нелегированная высокопрочная сварочная проволока, используется для сварки в газовой среде (MIG/MAG) общих конструкционных сталей, литых и трубных сталей. В качестве защитного газа могут использоваться CO2 (углекислый газ) или в зависимости от толщины основного металла смеси газов. Как правило, используется для производства стальных конструкций, станков, резервуаров и котлов. В зависимости от толщины основного металла и эквивалента углерода для материала может потребоваться предварительный нагрев. Тонкое и однородное медное покрытие увеличивает электропроводимость и устойчивость проволоки к коррозии.
Пруток для сварки неплавящимся электродом (TIG): TG 3
| EN | DIN |
| S185 | St 33 |
| S235 - S355 | St 37.0 - St 52.0 |
| S235 - S355 | St 37.2 - St 52.3 |
| P235 - P355 | St 37.4 - St 52.4 |
| P235 | St 35.8 |
| P265 | St 45.8 |
| P235GH, P265GH | H I, H II |
| P295GH, P355GH | 17Mn4, 19 Mn5 |
| P295, P335 | St 50, St 60 |
| L210 - L360 | StE 210.7 (TM) - StE 360.7 (TM) |
| - | GS - 38, GS - 52 |
| GP240R | GS - 45 |
| - | A, B, D, E |
| - | StE 285 - StE 460 |
Стандарты
| AWS/ASME SFA-5.18 | ER 70 S - 6 |
| EN ISO 14341 - A | G 46 4 M21 G 4Si1 |
| EN ISO 14341 - A | G 46 4 C1 G 4Si1 |
| TS EN ISO 14341 - A | G 46 4 M21 G 4Si1 |
| TS EN ISO 14341 - A | G 46 4 C1 G 4Si1 |
| DIN 8559 | SG 3 CY 46 43 |
| TS 5618 | SG 3 CY 46 43 |
| DIN M.No | 1.5130 |
Химический анализ (%)
| C | Si | Mn |
| 0,08 | 0,90 | 1,65 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| - 40° | |||||
| AW | 470 | 540 | 29 | 55 | |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Весь/Пачка | Тип катушки | Потребление газа |
Рекомендуемые защитные газы (EN ISO 14175) |
| 2100301M15 | 0,80 | 15 | К 300 MS |
0,80 mm: 8 Лт/мин |
C1 (% 100 СО2) M20 (Ar+%5-15 СО2) M21 (Ar+%15-25 СО2) M24 (Ar+%5-15 СО2+%0,5-3 О2) M26 (Ar+%15-25 СО2+%0,5-3 О2) |
| 2100302M15 | 0,90 | 15 | К 300 MS | ||
| 2100303M15 | 1,00 | 15 | К 300 MS | ||
| 2100305M15 | 1,20 | 15 | К 300 MS | ||
| 2100308M15 | 1,60 | 15 | К 300 MS |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Не подвергать высоким статическим нагрузкам и ударам.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Полированная проволока для сварки низкоуглеродистых и низколегированных сталей в углекислом газе и газовой смеси. Обеспечивает образование надежных и аккуратных швов, гарантирует стабильное горение дуги.
Ключевые особенности
1) Применяется для сварки низкоуглеродистых и низколегированных сталей в углекислом газе и газовой смеси.
2) Обеспечивает образование надежных и аккуратных швов, гарантирует стабильное горение дуги.
3) Рядная намотка на кассетах К-300 и К-415, в мотках прямоугольного сечения МП-100 и упорядоченная крестообразная укладка в большегрузных бухтах Б-500 позволяет добиться стабильности размотки, снизить отходы проволоки и увеличить эксплуатационный срок оборудования. Специализированная упорядоченная послойная укладка проволоки в упаковке «Ариадна» позволяет использовать роботизированные системы сварки и увеличить коэффициент использования сварочного оборудования за счёт уменьшения времени простоя из-за смены кассет.
Пространственные положения
Химический состав проволоки: (%)
| C | Mn | Si | S | P | Mo | Ni | Cr |
| 0,05 - 0,11 | 1,8 - 2,1 | 0,7 - 0,95 | <0,025 | <0,03 | <0,15 | <0,25 | <0,2 |
Механические свойства металла наплавления:
| Временное сопротивление, МПа | Предел текучести (МПа) | Относительное удлинение (%) | Температура испытания, °С | Работа удара KV при испытании на ударный изгиб, при сварке в смеси газов, Дж | |
| >400 | >305 | >22 | 0 | >47 | |
| -20 | >47 | ||||
Виды упаковки:
| Диаметр (мм) | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| D200 | х | х | х | х | х | ||||
| K300 | х | х | х | х | х | х | х | х | х |
| K415 | х | х | х | х | |||||
| МП-100 | х | х | х | х | |||||
| Б-500 | х | х | х | х | |||||
| Бочка "Ариадна" | х | х | х | х | х |
Сертификаты:
УкрСепро, ФС ЭТАН;
РМРС (Ø 0,8 - 1,6 мм - 2YMS (CO2), 3YMS (Ar + CO2);
НАКС (Ø 0.8 мм, 1 мм, 1.2 мм, 1.6 мм, 2мм, 3 мм, 4 мм, 5 мм - ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК; Ø 1.2 мм, 1.6 мм - КСМ)

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Сплошная сварочная проволока без медного покрытия для сварки в газовой среде (MIG/MAG), разработана для сварки общих конструкционных сталей, сталей для котлов и труб. Специальное покрытие обеспечивает устойчивою дугу, а также сварка без брызг, особенно при сварке смесью газов. В качестве защитного газа могут использоваться CO2 (углекислый газ) или, в зависимости от толщины основного металла, смеси газов. Преимуществами являются снижение стоимости уборки после сварки, снижение расхода расходных материалов, спрея против брызг и проч. Широко применяется в автомобильной, машинной промышленностях, изготовлении металлопредметов при ручной или роботизированной сварке.
| EN | DIN |
| S185 | St 33 |
| S235 - S355 | St 37.0 - St 52.0 |
| S235 - S355 | St 37.2 - St 52.3 |
| P235 - P355 | St 37.4 - St 52.4 |
| P235 | St 35.8 |
| P265 | St 45.8 |
| P235GH, P265GH | H I, H II |
| P295GH, P355GH | 17Mn4, 19 Mn5 |
| P295, P335 | St 50, St 60 |
| L210 - L360 | StE 210.7 (TM) - StE 360.7 (TM) |
| - | StE 255 - StE 380 |
| S(P)275 - S(P)355 | StE 285 - StE 355 |
| - | GS - 38, GS - 52 |
| GP240R | GS - 45 |
| - | A, B, D, E |
Стандарты
| AWS/ASME SFA-5.18 | ER 70 S - 6 |
| EN ISO 14341 - A | G 42 4 M21 G 3Si1 |
| EN ISO 14341 - A | G 42 4 C1 G 3Si1 |
| TS EN ISO 14341 - A | G 42 4 M21 G 3Si1 |
| TS EN ISO 14341 - A | G 42 4 C1 G 3Si1 |
| DIN 8559 | SG 2 CY 42 43 |
| TS 5618 | SG 2 CY 42 43 |
| DIN M.No | 1.5125 |
Химический анализ (%)
| C | Si | Mn |
| 0,08 | 0,80 | 1,45 |
Типичные характеристики наплавл. металла
| Термообработка | Потребление газа | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| - 40° | ||||||
| AW | М21 | 460 | 550 | 30 | 70 | |
| AW | С1 | 440 | 530 | 30 | 60 | |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Весь/Пачка | Тип катушки | Потребление газа |
Рекомендуемые защитные газы (EN ISO 14175) |
| 2100240М15 | 0,60 | 12 | К 300 MS |
0,60 mm: 6 Лт/мин |
C1 (% 100 СО2) M20 (Ar+%5-15 СО2) M21 (Ar+%15-25 СО2) M24 (Ar+%5-15 СО2+%0,5-3 О2) M26 (Ar+%15-25 СО2+%0,5-3 О2) |
| 2100241М15 | 0,80 | 15 | К 300 MS | ||
| 2100242М15 | 0,90 | 15 | К 300 MS | ||
| 2100243М15 | 1,00 | 15 | К 300 MS | ||
| 2100245М15 | 1,20 | 15 | К 300 MS | ||
| 2100248М15 | 1,60 | 15 | К 300 MS | ||
| 2100249М15 | 1,80 | 15 | К 300 MS |
Информация о хранении и сушке:
1. Хранить в сухом помещении (относительная влажность <50%, комнатная температура >20°С) на деревянных палетах.
2. Не подвергать высоким статическим нагрузкам и ударам.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Ключевые особенности
1) Применяется для сварки низкоуглеродистых и низколегированных сталей повышенной и высокой прочности и металлоконструкций под слоем флюса и в газовой смеси.
2) Обеспечивает образование надежных и аккуратных швов, гарантирует стабильное горение дуги.
3) Рядная намотка на кассетах К-300 и К-415, в мотках прямоугольного сечения МП-100 и упорядоченная крестообразная укладка в большегрузных бухтах Б-500 позволяет добиться стабильности размотки, снизить отходы проволоки и увеличить эксплуатационный срок оборудования.
4) Специализированная упорядоченная послойная укладка проволоки в упаковке «Ариадна» позволяет использовать роботизированные системы сварки и увеличить коэффициент использования сварочного оборудования за счёт уменьшения времени простоя из-за смены кассет.
Пространственные положения
Химический состав проволоки: (%)
| C | Mn | Si | S | P | Mo | Ni | Cr |
| 0,07 - 0,12 | 0,4 - 0,7 | 0,12 - 0,35 | <0,01 | <0,012 | 0,45 - 0,55 | 1,0 - 1,5 | <0,2 |
Виды упаковки:
| Диаметр (мм) | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| D200 | х | ||||
| K300 | х | х | х | х | х |
| K415 | х | х | х | х | |
| МП-100 | х | х | х | х | |
| Б-500 | х | х | х | х | |
| Бочка "Ариадна" | х | х |
Сертификаты:
НАКС (Ø 1,6 мм - СК, КСМ, Ø 2 мм, 4 мм, 5 мм - КСМ, ГДО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК; Ø 3 мм - ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК)

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Сварочная проволока для сварки в газовой среде (MIG/MAG), с низким содержанием углерода, дает аустенитный наплавленный металл с Cr - Ni, разработана для стабилизированных или нестабилизированных нержавеющих сталей для оборудования, резервуаров и трубопроводов, применяемых в производстве пищевых продуктов, напитков и лекарств. Из-за низкого содержание углерода устойчива к непрерывной рабочей температуре до 350°C и к окалине до 800°C.
| M.No | EN | DIN | SAE/AISI/ASTM |
| 1.4300 | X 12 Cr Ni 18 8 | X 12 Cr Ni 18 8 | 302 |
| 1.4301 | X 4 Cr Ni 18 10 | X 4 Cr Ni 18 10 | 304, 304H |
| 1.4303 | X 4 Cr Ni 18 12 | X 5 Cr Ni 18 12 | 305, 308 |
| 1.4306 | X 2 Cr Ni 19 11 | X 2 Cr Ni 19 11 | 304L |
| 1.4308 | GX 5 Cr Ni 19 11 | G - X 6 Cr Ni 18 9 | CF - 8 |
| 1.4310 | X 9 Cr Ni 18 8 | X 12 Cr Ni 17 7 | 301 |
| 1.4311 | X 2 Cr Ni N 18 10 | X 2 Cr Ni N 18 10 | 304LN |
| 1.4319 | - | X 5 Cr Ni 17 8 | 302 |
| 1.4541 | X 6 Cr Ni Ti 18 10 | X 6 Cr Ni Ti 18 10 | 321 |
| 1.4550 | X 6 Cr Ni Nb 18 10 | X 6 Cr Ni Nb 18 10 | 347 |
| 1.4552 | GX 5 Cr Ni Nb 19 10 | G - X 5 Cr Ni Nb 19 10 | - |
| - | - | G - X Cr Ni N 18 9 | - |
Стандарты
| AWS/ASME SFA-5.9 | ER 308 LSi |
| EN ISO 14343 - A | G 19 9 LSi |
| TS EN ISO 14343 - A | G 19 9 LSi |
| DIN 8556 | SG X 2 Cr Ni 19 9 |
| DIN M.No | 1.4316 |
Химический анализ (%)
| C | Si | Mn | Cr | Ni |
| <0,03 | 0,65 - 1,00 | 1,00 - 2,50 | 19,50 - 22.00 | 9.00 - 11.00 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| 20°С | |||||
| AW | >400 | 580 | 38 | >80 | |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Весь/Пачка | Тип катушки | Потребление газа |
Рекомендуемые защитные газы (EN ISO 14175) |
| 2300101М15 | 0,80 | 15 | К 300 MS |
0,80 mm: 8Лт/мин |
I1 (% 100 Ar) M12 (Ar+%0,5-5 СО2) M13 (Ar+%0,5-3 О2) M14 (Ar+%5-15 СО2+%0,5-3 О2) M26 (Ar+%0,5-5 СО2+%0,5-3 О2) |
| 2300103М15 | 1,00 | 15 | К 300 MS | ||
| 2300105М15 | 1,20 | 15 | К 300 MS | ||
| 2300108М15 | 1,60 | 15 | К 300 MS |
Информация о хранении и сушке:
1. Не подвергать высоким статическим нагрузкам и ударам.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Аустенитная сварочная проволока из нержавеющей стали, применяется для сварки в газовой среде (MIG/MAG) стабилизированных и нестабилизированных сталей с Cr-Ni-Mo с высокой устойчивостью к коррозии. Благодаря очень низкому содержанию углерода устойчива к коррозии между частицами до 400°C Особенно часто применяется для сварки резервуаров, труб и арматуры для кислотных, щелочных и соляных растворов в химической, лако-красочной, текстильной, корабельной и яхтенной промышленности.
| M.No | EN | DIN | SAE/AISI/ASTM |
| 1.4401 | X 4 Cr Ni Mo 17 12 2 | X 5 Cr Ni Mo 17 12 2 | 316 |
| 1.4404 | - | G - X 2 Cr Ni Mo N 18 10 | 316L |
| 1.4404 | X 4 Cr Ni Mo 17 12 2 | X 2 Cr Ni Mo 17 13 2 | 316L |
| 1.4406 | X 2 Cr Ni Mo 17 11 2 | X 2 Cr Ni Mo N 17 12 2 | 316LN |
| 1.4408 | GX 5 Cr Ni Mo 19 11 | G - X 6 Cr Ni Mo 18 10 | CF - 8M |
| 1.4429 | X 2 Cr Ni Mo 17 13 3 | X 2 Cr Ni Mo 17 13 3 | 316LN |
| 1.4435 | X 2 Cr Ni Mo 18 14 3 | X 2 Cr Ni Mo 18 14 3 | 316L |
| 1.4436 | X 4 Cr Ni Mo 17 13 3 | X 5 Cr Ni Mo 17 13 3 | 316 |
| 1.4571 | X 6 Cr Ni Mo Ti 17 12 2 | X 6 Cr Ni Mo Ti 17 12 2 | 316Ti |
| 1.4580 | X 6 Cr Ni Mo Nb 17 12 2 | X 6 Cr Ni Mo Nb 17 12 2 | 316Cb |
| 1.4581 | GX 5 Cr Ni Mo 19 11 | G - X 5 Cr Ni Mo Nb 18 10 | - |
| 1.4583 | - | X 10 Cr Ni Mo Nb 18 12 | 318 |
Стандарты
| AWS/ASME SFA-5.9 | ER 316 LSi |
| EN ISO 14343 - A | G 19 12 3 LSi |
| TS EN ISO 14343 - A | G 19 12 3 LSi |
| DIN 8556 | SG X 2 Cr Ni Mo 19 12 |
| DIN M.No | 1.4430 |
Химический анализ (%)
| C | Si | Mn | Cr | Ni | Mo |
| <0,03 | 0,65 - 1,00 | 1,00 - 2,50 | 18,00 - 20.00 | 11.00 - 14.00 | 2.00 - 3.00 |
Типичные характеристики наплавл. металла
| Термообработка | Предел текучести [Н/мм] | Проч. на разрыв [Н/мм] | Удлинение [%] |
Ударная прочность ISO-V (J) |
|
| 20°С | |||||
| AW | 390 | 550 | 36 | >65 | |
Сведения об упаковке и сварочном токе:
| Код продукта | Ш (мм) | Весь/Пачка | Тип катушки | Потребление газа |
Рекомендуемые защитные газы (EN ISO 14175) |
| 2300501М15 | 0,80 | 15 | К 300 MS |
0,80 mm: 8Лт/мин |
I1 (% 100 Ar) M12 (Ar+%0,5-5 СО2) M13 (Ar+%0,5-3 О2) M14 (Ar+%5-15 СО2+%0,5-3 О2) |
| 2300503М15 | 1,00 | 15 | К 300 MS | ||
| 2300505М15 | 1,20 | 15 | К 300 MS | ||
| 2300508М15 | 1,60 | 15 | К 300 MS |
Информация о хранении и сушке:
1. Не подвергать высоким статическим нагрузкам и ударам.

Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Порошковая газозащитная проволока для сварки во всех пространственных положениях
Технологична в использовании благодаря отличным сварочным характеристикам
Имеет высокую скорость наплавки при сварке в любых пространственных положениях
Высокие показатели ударной вязкости наплавленного металла при низких температурах (мин 47 Дж по Шарпи при -30°С)
Низкое содержание диффузионного водорода в наплавленном металле (HDM < 5 мл/100 г)
Постоянно высокое качество продукции и точный контроль легирования
Отличная подаваемость проволоки
Обеспечивает хорошее формирование корневого шва при сварке на керамических подкладках
При использовании защитного газа 100% CO2 более предпочтительна проволока Outershield OS 71 M-H



Вы можете оформить заказ на данный товар по телефону или воспользовавшись кнопкой выше.
+7(351) 750-10-20
Primacore LW-71 Plus - это газозащитная рутиловая микролегированная порошковая сварочная проволока для газа СО2, созданная для сварки во всех пространственных положениях низкоуглеродистой стали требующей стабильно высоких значений ударной вязкости. Prinacore LW-71 Plus обеспечивает превосходные характеристики сварного шва.
Преимущества:
Применение:
Primacore LW-71 Plus создана для сварки стали с пределом прочности на растяжение 490Н/мм2. Проволока подходит для применения в следующих отраслях: сварка емкостей, оффшорных конструкций, судостроение, мостростроение и т.д.
Упаковка:
Механические свойства наплавленного металла
| Предел текучести (смещение 0,2%), МПа | Предел прочности, МПа | Удлинение (%) | Ударная вязкость при -40°С (ДЖ) | |
| Требования E71T-12C-JH8 согласно AWS A5.20 | мин 390 | 490 - 620 | мин 22 | мин 27 |
| Типичные значения (*при 100% СО2) | 490 - -560 | 560 - 620 | 28 - 30 | 93 - 149 |
Химический состав наплавленного металла
| С (%) | Si (%) | Mn (%) | Ni (%) | P (%) | S (%) | |
| Требования E71T-12C-JH8 согласно AWS A5.20 | 0,12 | 0,90 | 1,60 | 0,50 | 0,03 | 0,03 |
| Типичные значения (*при 100% СО2) | 0,04-0,05 | 0,33-0,39 | 1,34-1,55 | 0,38-0,41 | <0,02 | <0,02 |
Типовые параметры сварки
| Полярность проволоки, расстояние от контактного наконечника до изделия мм (дюймов) | Скорость подачи проволоки см/мин | Напряжение дуги (В) | Средние значения силы тока (А) | Коэффициент расплавления металла (кг/час) |
Коэффициент наплавки металла (кг/час) |
|
1,2 мм |
445 |
21-24 23-25 25-27 26-29 27-29 28-30 29-31 31-33 |
130 165 185 200 230 250 270 310 |
1,8 2,4 2,9 3,4 4,0 4,5 5,0 6,2 |
1,5 1,9 2,4 2,9 3,3 3,7 4,2 5,3 |
| 1,4 мм Primacore LW-71 Plus Постоянный ток обратной полярности 25 (63/64) |
381 508 635 762 889 1016 1143 |
23-25 24-26 25-27 26-28 27-29 28-30 29-31 |
150 190 225 240 275 300 325 |
2,0 2,6 3,3 4,0 4,6 5,3 6,0 |
1,7 |
| 1,6 мм Primacore LW-71 Plus Постоянный ток обратной полярности 25 (63/64) |
330 381 508 635 762 |
22-25 23-26 24-27 26-29 28-31 |
180 210 265 305 345 |
2,6 |
2,2 2,5 3,2 4,1 4,9 |













